金刚石排锯的锯切原理分析
发布时间:2016-09-11 16:34:09 编辑:石材网
? ? ? 用机械锯、劈楔和爆破等手段,将岩石切割成一定形状和块度,并从岩体上分离下来的方法。所采岩石用作土木建筑工程的砌体和饰面装修材料的荒料。石材用于土木建筑工程已有数千年的历史,埃及的金字塔,中国北京故宫的基础、阶石和栏杆,明陵的石牌坊等,都是用各种大小不等的石块砌筑雕琢而成。
? ? ? ?1 概述
? ? ? 从意大利引进的金刚石排锯作为切割大理石荒料的设备,国内经过了模仿、消化、吸收及改进,目前已有国内多个厂家能够独立生产。但是在设备研发与改进上,国内新开发的产品大多属实验性产品,多数还不够成熟、稳定。直到今天市场上使用的效果最好、设备稳定性最高的产品,仍然是从意大利引进的2m长规格的金刚石排锯产品。
本文重点讲述金刚石排锯的锯切原理,并根据锯切原理分析金刚石锯带、金刚石排锯的飞轮转速、曲柄半径(锯切行程)等跟金刚石排锯的锯切效率、功率及能量利用率之间的关系。
? ? ?2 锯切原理
? ? ?2.1 金刚石刀头的磨削原理
? ? ?由于石材是脆性材料,当金刚石刀头在一定压力下与石材表面接触,金刚石刀头内的金刚石颗粒棱角在石材表面上的应力超过石材抗压强度p时,石材表面就开始碎裂破坏,金刚石棱角深入石材内部一定深度δ′ mm 金刚石刀头在锯切力 F ′ 的作用下便在石材表面产生相对滑动;其过程近似于犁铧犁地一般。

? ? ??金刚石刀头对石料的正压力 N′ ,决定了金刚石颗粒压入石料表面的深度δ′ ,即正压力N′ 越大,金刚石颗粒压入石料表面的深度越深。
? ? ? 金刚石颗粒压入石料表面的深度δ′ 决定了金刚石刀头的锯切力 F ′ 的大小。金刚石刀头对石料的切向破坏力Q,取K为锯切力系数(可近似理解为摩擦系数),刀头宽度为b,将金刚石刀头与石料接触面上的金刚石颗粒在横切面上投影的密度定义为线性饱满度B;
则:Q= p×B×b×δ′?
F ′ =K×Q=K× p×B×b×δ′?
? ? ??当然金刚石颗粒压入石料表面的深度δ′ 不可能无限增大。金刚石排锯在切割石料的过程中,如果金刚石刀头对石料的正压力 N′ 过大,虽然磨削深度δ′ 会增大,但是也会使金刚石颗粒的粘结剂与石料直接接触摩擦过大,粘结剂摩擦损失过量后,金刚石颗粒便会脱落,从而大大降低金刚石刀头的使用寿命;另外,正压力N′ 越大,金刚石锯带的变形也越大,进而影响所切割石材的板面质量,如果达到一定程度还会引起金刚石刀头跑偏,甚至产生拉板等问题。
由以上分析可知,从锯切的效率、金刚石锯带的使用寿命及锯切的板面质量等多个角度综合考虑,对于给定的石料、金刚石排锯设备及金刚石锯带,金刚石刀头对石料的正压力N′ 的大小应当有一个最佳的理想值NL′ ;也就是说锯切力有一个理想值FL′ 。
? ? ?2.2 金刚石锯带的工作原理
? ? 金刚石锯带工作时的纵向锯切剖面图,如图3所示:

? ? ? ?通常金刚石锯带上镶嵌着数量为m≈22~30颗的金刚石刀头,石料向上作进给运动,使之与金刚石锯带上的金刚石刀头接触,金刚石锯带在牵引力作用下产生相对于石料的往复运动,从而完成对大理石荒料的锯切过程。整个锯切过程是众多金刚石颗粒的棱角在压力作用下破坏石料表面,并在锯切力F的作用下做功,在石材表面上刻划、摩擦的过程。
定义锯带运动速度v,锯切进给速度vj,锯切率δ ,锯带力F;
则:δ= vj×

? ? ? 通常情况下锯切过程需要用水进行冷却和及时排出已经锯下的石料颗粒,但是石料长度往往要远大于锯切行程,所以刻划下来的石料颗粒,除石料两端的能及时被冷却水排走外,中间的大部分石料颗粒和冷却水一起随金刚石锯带做较长时间的往复运动后,才能被逐渐的排出。在往复运动中这些石料颗粒有一小部分还会继续受到刀头的研磨,从而引起热损失和动能损失。
由以上可知:锯切过程中的能量消耗主要为牵引力做功、锯带研磨的热损失及泥浆(锯缝内冷却水与石料颗粒混合物)的动能损失三部分。即锯带的牵引力由锯切力F、锯带的研磨热阻力fm及锯带与泥浆的运动阻力fa三部分组成。
定义:每条锯带主磨削功率为 P0,即为锯切有用功率;每条锯带研磨的热损失功率为 Pm ;每条锯带的动能损失功率为Pa;每条锯带功率为P;
则: P0 = F ×v=m×K×p×B×b×vj
Pm = fm×v
Pa = fa×v = K1×Mn×a×v
(K1为泥浆动阻系数,Mn为泥浆质量,a为锯带运动加速度)
P = P0 Pm Pa= (m×K×p×B×b×vj) (fm×v) (K1×Mn×a×v)
2.3 金刚石排锯——动力学方程
由飞轮及锯框组成的曲柄——滑块机构运动简图,如图4所示:

? ? ? ? 飞轮以转速n作匀速圆周运动,并通过曲柄——滑块机构带动锯框作直线往复运动。曲柄半径r ,曲柄角速度ω,连杆长度L ,曲柄相对于锯框运动方向的转角为θ,连杆与锯框运动方向的夹角为α;
取锯框为研究对象,确定锯切力F,锯框速度v(锯切速度),锯框运动加速度a (锯带运动加速度)及锯切位移s ,
则:
 ? ? ??3 应用实例
? ? ??3 应用实例
? ? ? 3.1 金刚石排锯计算实例?
? ? ? ?通常情况下,大理石荒料的长度在3m左右,每条金刚石锯带在锯切荒料的过程中随时约有m≈25颗金刚石刀头在切割荒料。
? ? ? ?某台2m规格金刚石排锯在锯切抗压强度p= 200 MPa的大理石荒料时,所需的锯切工时为t=9h,荒料的高度h=2050mm,飞轮以转速n=90rpm,曲柄半径r=0.4m,锯带数量n1=80条,金刚石刀头厚度b=4mm,锯带基体厚度2mm,锯带基体高度180mm。计算该金刚石排锯所需要的电动机功率Pd。
金刚石排锯锯框质量约8.5t,80条锯带及拉杆的总质量约3t,张紧器与间隔铁的总质量约1.5t,连杆质量约2t;计算曲柄——滑块机构对飞轮主轴的冲击作用力G。
计算时忽略飞轮在锯切时的转速变化及连杆长度的对锯切速度的影响
v= ω×r×sinθ=3.77sinθ
a= ω2×r×cosθ= 35.53 ×cosθ
G=M×a=(8.5 3 1.5 2)×35.53=53295(N)≈54.4(t)
?
取锯切力系数K=0.5,线性饱满度B=0.6动阻系数K1=0.5;每条锯带的研磨阻力 Fm=20N,根据锯缝参数计算每条锯带直接作用的泥浆质量Mn≈1.8kg。
则:


=379.7(W)
Pm′=fm×v= fm×ω×r×sinθ=75.4×sinθ(W)
Pa′= K1×Mn×a×v=K1×Mn×ω3×r2×sinθ×cosθ
=120.6×sinθ×cosθ(W)
P′= P0′×Pm′×Pa′
=379.7 75.4×sinθ 120.6×sinθ×cosθ(W)
Pmax′= P0 (Pm×Pa)max≈379.7 118.5=498.2(W)
有效锯切功率:P有′=P0 ′ (Pm′×Pa′)有?
=379.7 ×11.85=463.5(W)
取总效率:η=η电机×η皮带 ×η飞轮×η连杆 ×η锯框
=0.94×0.92×0.95×0.92×0.9=0.68
通常金刚石排锯每天连续工作大于16h,载荷变动很大;
因此,取电机服务系数fb=1.8
所以,该排锯所需的电动机功率为:
Pd= n1× fb ×=80×1.8×=98.2(kW)
曲柄——滑块机构对主轴的冲击作用了约为54.4t。
3.2 参数曲线
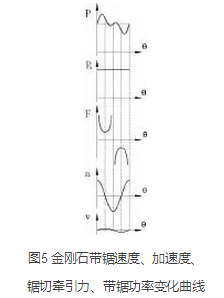
根据3.1的计算结果绘制金刚石锯带的速度v,加速度a,锯切牵引力F,有用功率P0及锯带功率P的变化曲线。各曲线的横坐标均取曲柄的转角θ,各参数在一个周期内的变化曲线如图5所示:?
? ? ?4 结果分析
? ? ?4.1 锯切力及锯切效率分析
? ? ?根据2.1金刚石刀头的磨削原理,锯切牵引力的大小有一个理想值FL;锯切牵引力公式,令Y=;则:vj=Y×FL×v。因为m、B、b为金刚石刀头的参数,为常数,锯切力系数K也是常数,p石料抗压强度为常数;所以Y×FL为常数。可知石料的锯切进给速度vj与锯切速度v成正比关系,即跟飞轮转速n成正比;所以飞轮转速n提高,可以提高锯切进给速度vj,从而提高锯切效率,成正比例关系。
在飞轮转速n不变,增加曲柄半径r,相当于增加了锯切速度v,即锯切进给速度vj与曲柄半径r应该成正比关系;然而由于石料最大长度的要求,增加曲柄半径r,同时也增加了锯带长度,使锯切牵引力理想值FL的大小有所降低,所以曲柄半径r增大,锯切进给vj增大,从而提高锯切效率,但小于正比例增大的关系。
? ? ? 4.2 锯切过程功率分析
? ? ? 锯切进给速度vj的大小跟锯切时间t反比;根据做功的定义为功率剩以时间,即W=P×t;由锯切的有用功率公式P0 = F ×v=m×K×p×B×b×vj 可知,锯切石料的有用功为W,在锯带给定的情况下,锯切规格固定的石料所需的有用能量的大小为固定值;除根锯带参数有关系外,跟金刚石排锯设备没有直接关系。
由热损失功率计算公式Pm= fm×ω×r×sinθ可知,金刚石排锯在锯切石料时的摩擦热损失功率的大小跟飞轮转速n成正比,跟曲柄半径r成正比。
由动能损失功率计算公式Pa=K1×Mn×ω3×r2×
sinθ×cosθ可知,金刚石排锯在锯切石料时的动能损失功率的大小跟飞轮转速n3成正比,跟曲柄半径r2成正比。
当飞轮转速n增大时,锯切进给速度vj 按比例增大,有用锯切功率P0 增大,所需的有用功不变,提高了锯切效率;但是,热损失功率Pm按比例增大,尤其是动能损失功率Pa以n3的比例迅速增大,能量的利用率降低。
当曲柄半径r增大时,锯切进给速度vj 增大,有用锯切功率P0 增大,所需有用功不变,提高了锯切效率;但是,热损失功率Pm按比例增大,是动能损失功率Pa以r2的比例增大,能量的利用率降低。
曲柄—滑块机构受力分析,由锯框加速度公式a= ω2×r×cosθ可知,飞轮主轴所受的冲击作用力的大小G=M锯×a跟飞轮转速n2成正比,跟曲柄半径r成正比,同时也跟曲柄—滑块机构的质量M成正比。?
? ? ? ?4.3 金刚石锯带参数分析
由金刚石刀头磨削原理可知,在保证磨削条件及顺利排屑的情况下,金刚石刀头的线性饱满度B的值应当有一个合理的值或者合理的范围。对于给定的金刚石锯带基体所能提供的理想正压力NL为固定值,每个金刚石刀头有个理想正压力NL。因此,决定了每条锯带的金刚石刀头的数量m的合理值;同时,为了顺利排屑及减少研磨热损失,也决定了金刚石刀头合理的数量m。
根据以上分析,由锯切力公式可知,在金刚石刀头的参数中只有金刚石刀头厚度b与锯切进给速度vj 存在反比例关系,即金刚石刀头的厚度b越小,锯切进给速度vj 越大;根据锯切有用功W,金刚石刀头的厚度b减小,锯切规格固定的石料所需的有用功也减少,同时由于锯缝变小,金刚石锯带所带动的泥浆质量Mn减小,进而使动能损失Pa减小,从而提高能量的利用率。当然金刚石头的厚度与锯带基体要有一定的差值,否则很容易引起拉板现象。
更多石材信息,请关注365石材网。
来源:石材杂志
更多一手石材新闻, 微信公众号“石材网石图APP”关注获得
上一篇: 超薄石材蜂窝复合板的技术特点
下一篇: 巴西石材借助2016巴西卡舒埃鲁
免责声明:
凡标注来源本网的新闻转载时,请注明来源"石材网www.stone365.com",其他部分转载新闻目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。如涉及作品内容、版权和其它问题,请作者一周内来电或来函联系。









2024年,中国石材协会将在全国石材产业集群地开展以“走近石材、共筑美好”为主题 [全文]